以下信息转载与:http://www.guomaogd.com/news/jsnews/2658.html
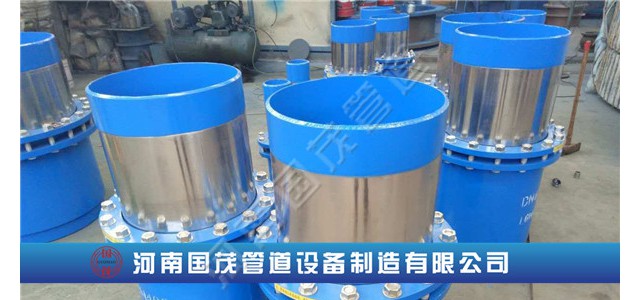
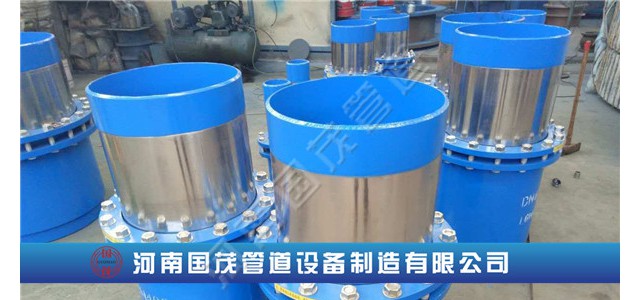
佳木斯单向套筒补偿器的焊接要求
因单向套筒补偿器采用原位定点焊接,为防止焊接变形,要采取合理组装,合理的焊接,刚性加固等手段来达到或减少焊接变形,达到验收标准要求;焊缝成型要求焊缝过度平缓,高低宽窄较均匀,接头良好,焊缝尺寸咬边≤0.5mm,表面无气孔夹渣、弧坑、裂纹等,严密无渗漏;
要求安装检验标准:壁板内表面错边量不大于1mm,直线度允≤0.5L/1000mm,且至大不应大于10m焊接的检验:焊缝表面应平整均匀,不得有裂纹、气孔、焊瘤、夹渣、弧坑等缺焊缝与母材应圆滑过度,成型良好;所有焊缝应连续满焊不得漏焊;焊缝应保证在1-3mm,焊缝禁止塞钢筋、加扁铁,不准虚焊、漏焊;焊口应平整光滑,严密不漏,焊渣、药皮干净。